Làm thế nào để chọn một nhà máy để lót?

Đó là thời gian cho các kỳ nghỉ, và với nó tần số của các chuyến đi quốc gia đến các khu nhà nhỏ tăng lên. Ở đó, một thợ thủ công luôn có thứ gì đó để cho mượn một bàn tay, tạo sự tự do cho một khởi đầu sáng tạo trong việc xây dựng và sửa chữa. Một vật liệu không thể thiếu để trang trí tường là lớp lót thực tế, được làm bằng tay.

Loài
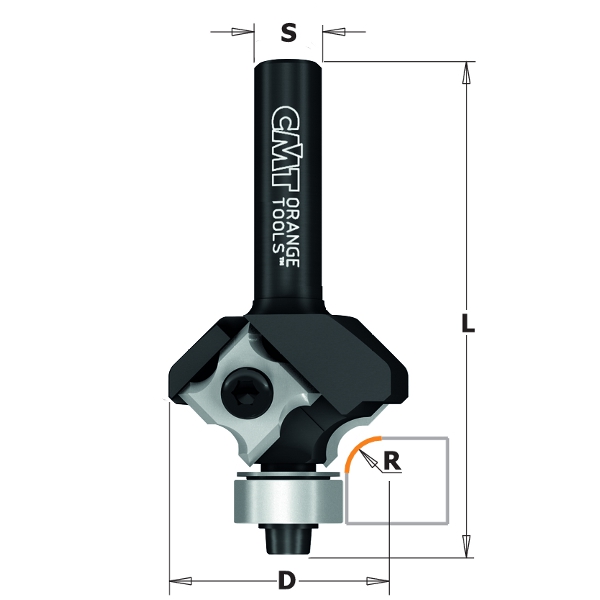
Việc lựa chọn dao phay để lót được xác định bởi mục tiêu sản xuất và tính khả thi về kinh tế. Thiết bị nghiền có công suất khác nhau, do đó, nó được trang bị các loại mô hình khác nhau có đường kính ngang 8 và 12 mm.
Tất cả các loại cấu trúc có thể được chia thành nhiều nhóm:
- đội có dao buộc cơ khí;
- với lưỡi hàn;
- nguyên khối.
Các mô hình đúc sẵn có nhiều ưu điểm, nhưng đắt nhất. Thay đổi tấm trên cacbua hoặc thép tốc độ cao và sử dụng cùng một bộ, nó có thể làm việc với gỗ có mật độ khác nhau. Dao được mài sắc, và khi tài nguyên sản xuất cạn kiệt, bản thân dao phải được thay thế và không phải toàn bộ máy nghiền.


Trong số các mô hình với tấm hàn, phổ biến nhất là cái gọi là sao lưu. Họ có chi phí ít hơn so với đầu tiên. Do quá trình cắt trên mặt trước, khi regrinding hồ sơ công việc không thay đổi. Đây là lợi thế chính của các mẫu vật này, cùng với sự dễ dàng của sự hồi quy. Ngoài ra, răng của họ đã tăng sức mạnh. Khi regrinding, kích thước của các rãnh cho xuất ra các chip gỗ tăng, thuận tiện trong hoạt động.
Thường xuyên nhất trong các tấm hàn mô hình mặt đất làm bằng thép tốc độ cao được sử dụng. Ví dụ: Р6М5 (HSS). Hợp kim tốc độ cao của nước ngoài được đánh dấu theo tiêu chuẩn quốc tế bằng chữ viết tắt HSS (Thép Tốc độ Cao).



Để sản xuất vật liệu ốp, hãy chọn các loài gỗ có mật độ trung bình hoặc mềm. Cây lá kim - vân sam và thông, lá rộng - linden, alder.Do đó, việc lựa chọn hợp kim tốc độ cao không phải là ngẫu nhiên.
Một lớp học đắt tiền hơn có tấm hàn trên đĩa hợp kim vonfram cứng. Đặc biệt, hợp kim trong nước VK8, VK15 (vonfram và coban). Hợp kim rắn được sản xuất ở nước ngoài được chỉ định theo ISO như HM (Vật liệu cứng), có nghĩa là kim loại rắn. Tên khác - Rắn cacbua. Loại này hoạt động tốt khi cắt khối lượng lớn gỗ cứng - gỗ sồi, tro, sồi.
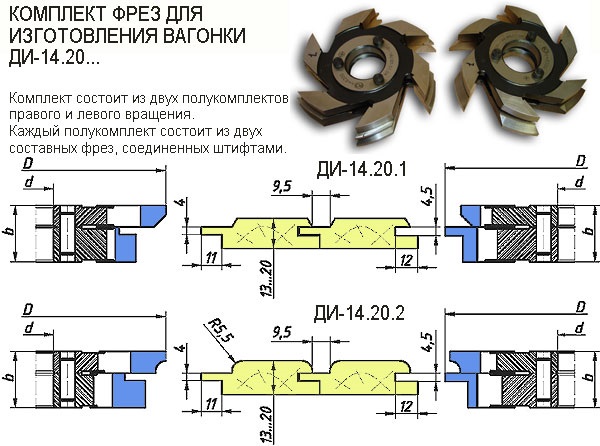
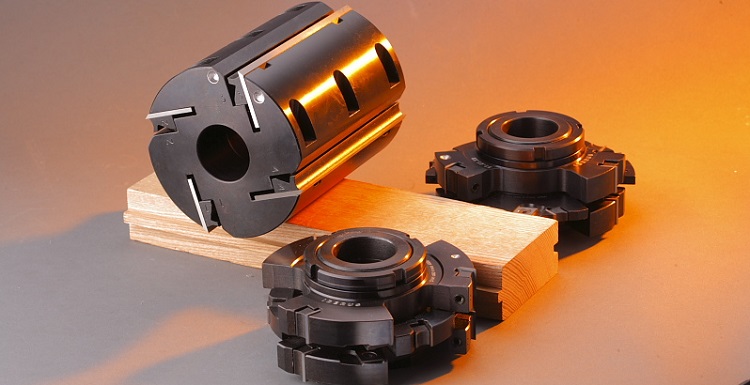
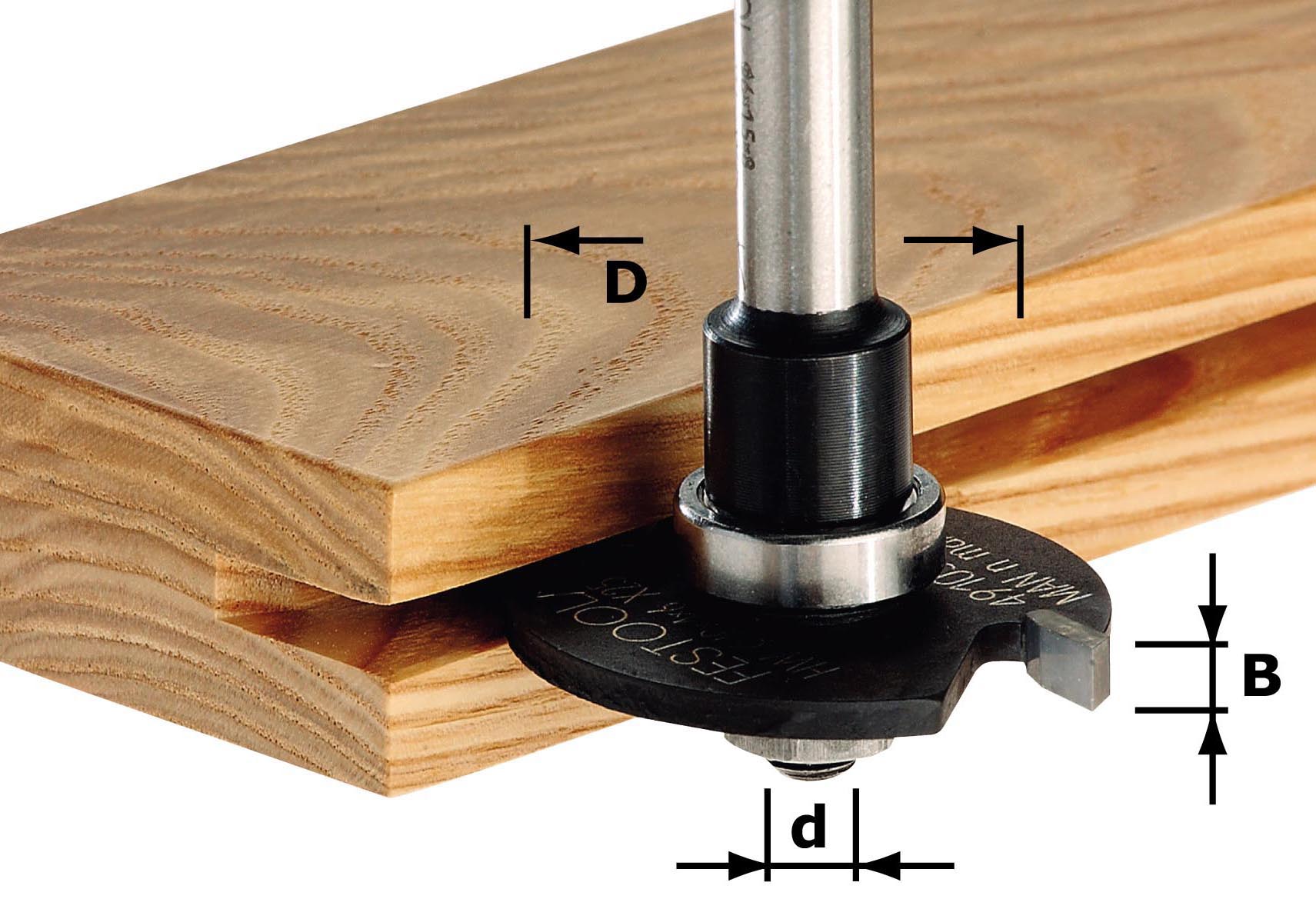
Một nhà máy điển hình cho lớp lót bao gồm các yếu tố sau:
- trục cấu trúc với đai buộc;
- hai đĩa với dao;
- vòng bi nằm giữa các lưỡi cắt.

Thường thì nên tháo rời chúng để thay thế bất kỳ thành phần nào. Dao làm bằng hợp kim vonfram cứng VK8 (vonfram và coban) có thể được mài sắc tới 4 lần.
Nhà sản xuất đã xác minh
Ngày nay trong ngành xây dựng có hàng trăm doanh nghiệp nhỏ và lớn. Các chuyên gia khuyên bạn nên kiểm tra cẩn thận tất cả các sắc thái trước khi liên hệ với bất kỳ sắc thái nào.

Đặt các nhà máy cuối "Globus"
Công ty đã thành lập chính nó như là một nhà sản xuất công cụ chuyên nghiệp thực sự.Các nhà máy sản xuất xe moóc của hãng Globus được thiết kế để sản xuất các sản phẩm như lót, nhà khối, eurolining. Hai yếu tố kết hợp được bao gồm trong gói, cấu hình bắt. Thiết lập này là tốt vì nó cho phép hai đường đi để làm cho một lớp lót đường sắt đầy đủ, có thể làm giảm đáng kể thời gian và chi phí lao động.
Ở tất cả các cấp giữa các ổ đỡ, đĩa và đai ốc, có các miếng đệm gắn, nhờ đó có thể dễ dàng điều chỉnh độ hở giữa các đĩa. Điều này sẽ giúp điều chỉnh độ hở hoặc độ căng của kết nối rãnh. Cacbua hàn hàn chất lượng rất cao, mà không chảy xệ, dòng chảy của đồng, thực hiện một cách cẩn thận.


Inveld
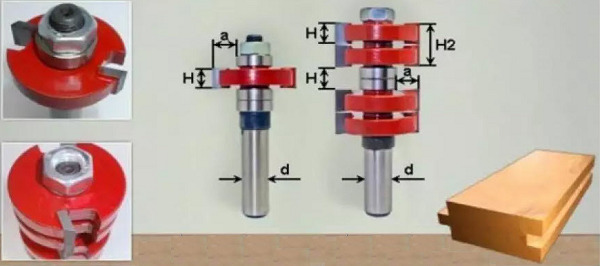
Công ty đã chế tạo máy cắt cacbua trong hơn 20 năm. Một trong những phát triển mới nhất của công ty là một bộ sản xuất eurolining hoặc chỉ lót. Bộ này bao gồm hai phần tử. Một cắt phần phía trước, và thứ hai làm cho phần giao phối.
Bộ này có hai loại cấu hình. Phiên bản đầu tiên - với một chân 8 mm. Thứ hai - với một chân 12 mm. Điều này đã được thực hiện với mục đích làm việc cả trên các máy phay có công suất thấp và trên các thiết bị mạnh mẽ hơn - máy phay. Thiết kế được gấp.Bạn có thể nới lỏng đai gắn và tháo các bộ phận, thay thế ổ trục hoặc làm sắc nét dao. Dao cacbua, hợp kim VK8. Brazed đến trục bằng đồng thau. Họ rất dễ dàng để làm sắc nét cho mình với một công cụ kim cương trên mặt sau của con dao.

"Tòa án Slavic"
Nhà sản xuất này sản xuất các tùy chọn cho máy tứ giác và phay.
Công ty "sân Slavic" cung cấp một loạt các mô hình. Chúng được thiết kế để sản xuất tất cả các loại tấm ốp (cho gỗ, tấm gỗ nhỏ, châu Âu, Mỹ, khối nhà). Bạn có thể chọn một loại phù hợp cho chính mình trong một bộ hoặc riêng biệt. Với dao thay thế hoặc napaynymi.
Quy trình sản xuất
Lót là một tấm được xử lý tốt đã được làm nhẵn bằng độ nhám, với một rãnh ở một bên và lưỡi / lưỡi để nối với nhau. Thiết kế khá đơn giản, vì vậy không có gì có thể làm cho chính nó.
Đối với điều này, bạn sẽ cần:
- máy nghiền tay hoặc máy;
- thiết lập các máy cắt;
- các bảng.
Đối với sản xuất lót cần fugovannye tước bảng. Những khoảng trống như vậy có thể được thực hiện độc lập hoặc được mua sẵn.Làm khoảng trống cá nhân, tốt hơn là lấy bảng ngắn (lên đến 2 m). Chúng dễ quản lý hơn và kết quả sẽ chính xác hơn. Trước tiên, bạn cần phải cắt bảng thô trên một mặt, và sau đó đo kích thước mong muốn từ một cạnh mịn. Chiều rộng tối ưu là 7 - 10 cm, mặc dù tất cả điều này là theo ý của chủ.
Để có được độ dày tương tự của lớp lót tương lai, bạn cần phải chịu được số lượng đi qua máy nghiền. Sự khác biệt kết quả của một vài mm sẽ không nhìn thấy được.
Chuẩn bị cây theo cách này, chúng ta tiến tới giai đoạn tiếp theo. Nó là cần thiết để cắt ra một gai và một rãnh dọc theo chu vi của hội đồng quản trị.
Trên máy nó xảy ra trong nhiều giai đoạn.
- Dao phay đã chọn được cài đặt trên máy.
- Giảm hoặc nâng bảng điều chỉnh độ sâu của rãnh.
- Tại thước đo được thiết lập khoảng cách được chỉ định. Trong quá trình vận hành, cần đảm bảo rằng phôi phù hợp với cạnh của nó, nếu không kích thước sẽ không thành công.
Đối với việc sản xuất nhà máy lót tay đòi hỏi một bảng hiệu chỉnh. Để làm cho nó trên một máy nghiền thủ công sẽ không hoạt động, cần phải có bề mặt gage. Chiều rộng của sườn núi là 4 - 6 mm. Cái mỏng hơn sẽ vỡ ra, và Klyimer sẽ không làm nó dày hơn. Nó được làm khuôn mặt.Sau đó, khung đóng khung từ phía trên và loại bỏ cặn để diện tích phẳng ít nhất là 5 mm. Mặt khác, một chamfer nhỏ hơn được lấy ra. Nó cũng là cần thiết để theo dõi độ dày của vật liệu để có được một sản phẩm thậm chí.


Mẹo hoạt động
Làm việc với bộ định tuyến có thể gây chấn thương, vì vậy bạn cần phải biết rõ và tuân thủ các quy tắc hoạt động của thiết bị. Và sau đó quá trình sản xuất sẽ không mang lại những bất ngờ khó chịu, nhưng nó sẽ là một niềm vui.
Các nhà sản xuất đưa ra những lời khuyên đơn giản để kéo dài tuổi thọ của máy cắt.
- Khi làm việc với gỗ, chất lắng đọng tích tụ, dẫn đến hao mòn sớm. Vì vậy, nó là cần thiết để làm sạch các công cụ hàng ngày từ mảng bám.
- Không bắt đầu làm việc với một công cụ cùn. Việc thiếu mài có thể kích thích sự bùng nổ của cạnh cắt và sự xuất hiện của một khuyết tật không thể phục hồi trên bề mặt làm việc.
- Thực hiện theo các quy tắc của mài. Trong các mô hình đã được nối đất, nó được thực hiện trên mặt trước của công cụ cắt với đá CM1, CM2, với kích thước hạt A25 hoặc A35. Dao mài làm bằng vật liệu cacbua làm cho vòng tròn kim cương. Đừng quên đảm bảo rằng không có cạnh cháy.



Như bạn thấy, quá trình sản xuất lót không phải là đặc biệt khó khăn. Ông là dưới sức mạnh của bất kỳ người quan tâm. Đừng sợ để bắt đầu một doanh nghiệp mới, và sau đó kết quả sẽ không mất nhiều thời gian.
Làm thế nào để chọn máy cắt chất lượng và sự khác biệt của họ là gì, hãy xem video sau đây.






















