Hvordan velge en mølle for foring?

Det er tid for ferier, og med det øker hyppigheten av landsturer til hyttene. Der har en håndverkere alltid noe å låne en hånd, noe som gir frihet til en kreativ start i konstruksjon og reparasjon. Et uunnværlig materiale for veggdekorasjon er praktisk foring, laget for hånd.

arter
Valget av møller for foring bestemmes av produksjonsmål og økonomisk gjennomførbarhet. Fresemaskiner har en annen kraft, så den er utstyrt med forskjellige typer modeller som varierer i skaftdiametere på 8 og 12 mm.
Alle typer strukturelt kan deles inn i flere grupper:
- lag med mekaniske festekniver;
- med loddeblade;
- monolittisk.
Prefabrikerte modeller har flere fordeler, men de er de dyreste. Bytte platen på karbid eller høyhastighets stål og bruk samme sett, det er mulig å jobbe med tre med forskjellig tetthet. Knivene skjerpes, og når produksjonsressursen er oppbrukt, må kniven selv byttes ut, og ikke hele møllen.


Blant modellene med loddeplater er de mest populære de såkalte sikkerhetskopierte. De har en lavere pris sammenlignet med den første. På grunn av prosessen med jording på forsiden, når regrinding, endres arbeidsprofilen ikke. Dette er den største fordelen med slike prøver sammen med den enkle regrinding. I tillegg har tennene deres økt styrke. Ved regrinding øker størrelsen på sporene for utmatning av treflis, noe som er praktisk i drift.
Oftest i bakkenmodeller brukes loddeplater av høyhastighetsstål. For eksempel, Р6М5 (HSS). Utenforstilt høyhastighetslegering er merket i samsvar med internasjonale standarder ved forkortelsen HSS (High Speed Steel).



For produksjon av kledemateriale, velg myke eller middels tetthet treslag. Koniferer - gran og furu, broadleaf - linden, alder. Derfor er valget av høyhastighetslegering ikke utilsiktet.
En dyrere klasse har loddeplater på harde wolframlegeringsskiver. Spesielt innenlandske legeringer VK8, VK15 (wolfram og kobolt). Fremmedgjorte faste legeringer er utpekt i samsvar med ISO som HM (Hard Material), som betyr fast metall. Annet navn - Solid karbid. Denne typen oppfører seg godt når det skjæres i store mengder massivt tre - eik, ask, bøk.
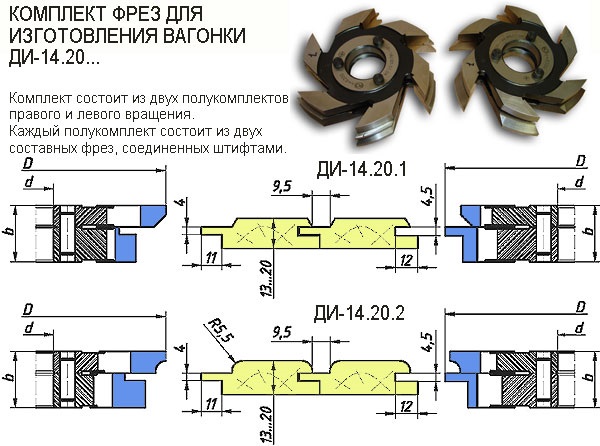
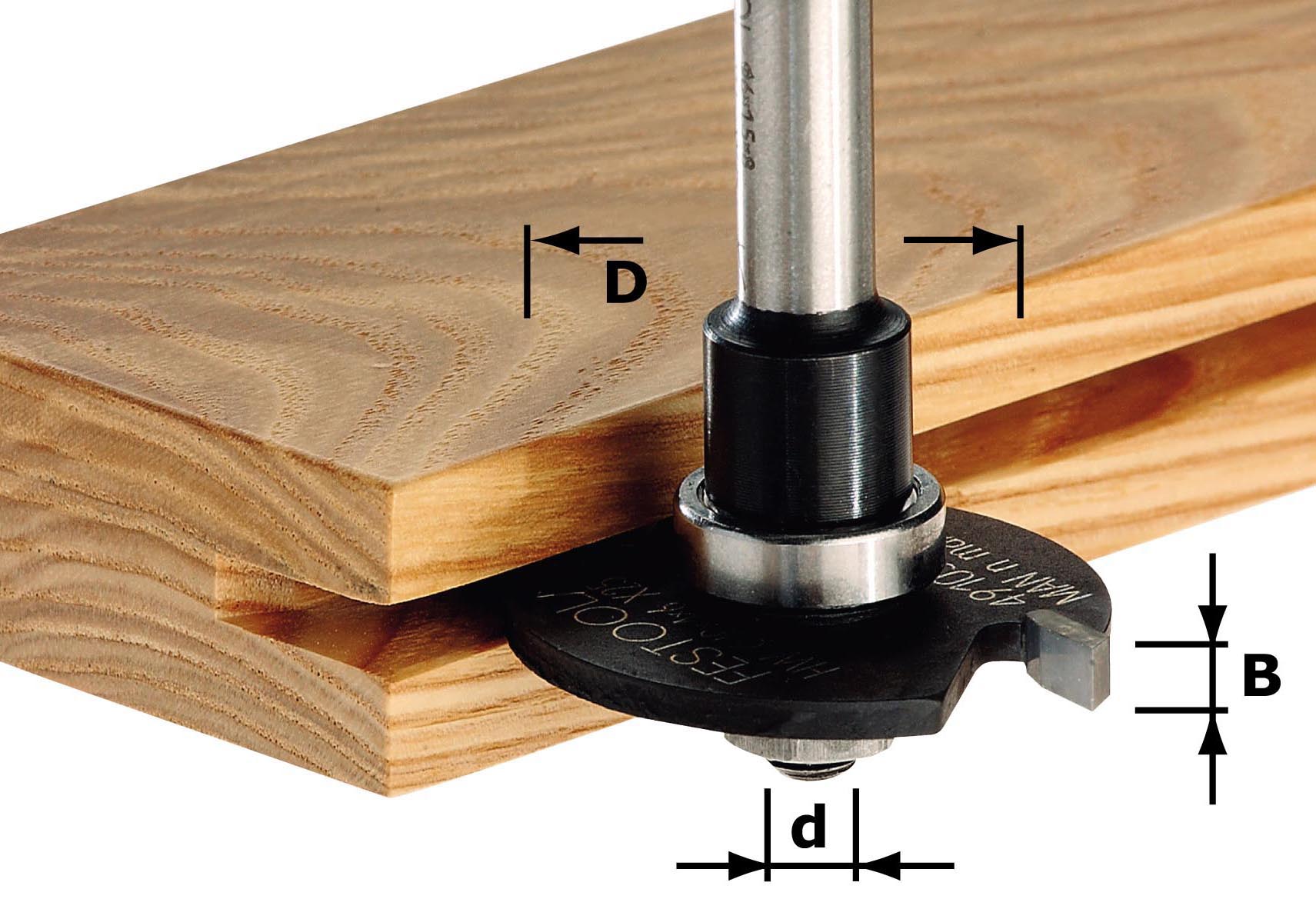
En typisk møll for foring består av følgende elementer:
- struktur akse med festemutter;
- to disker med kniver;
- lager plassert mellom skjærebladene.

Ofte er det tilrådelig å demontere dem for å erstatte noen komponenter. Kniver laget av hard wolfram legering VK8 (wolfram og kobolt) kan skjerpes opptil 4 ganger.
Verifiserte produsenter
I dag i byggebransjen er det hundrevis av små og store bedrifter. Eksperter anbefaler nøye å undersøke alle nyanser før du kontakter noen av dem.

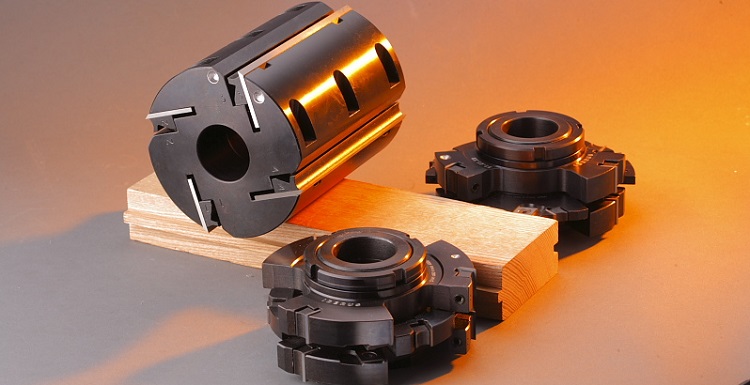
Sett med sluttbrukere "Globus"
Selskapet har etablert seg som en bona fide profesjonell verktøy produsent. Trailerfabrikker fra Globus-firmaet er ment for produksjon av slike produkter som foring, et blokkhus, eurolining. To kombinerte elementer er inkludert i pakken, fangstprofilen. Dette settet er bra fordi det muliggjør to passeringer for å lage en full skinneforing, noe som kan redusere tid og arbeidskostnader betydelig.
På alle nivåer mellom lagrene, platene og møtrikken er det monteringspakninger, takket være det er enkelt å justere klaring mellom platene. Dette vil bidra til å justere sperrenes spenning eller spenning. Carbide lodding loddet svært høy kvalitet, uten sagging, strømmen av messing, utført nøye.


"Inveld"
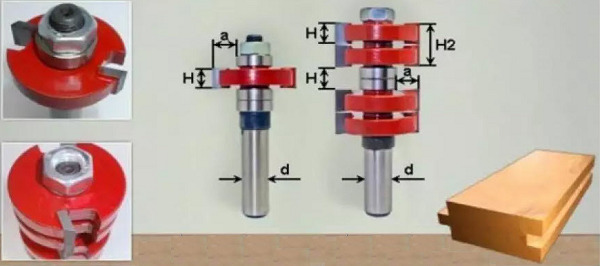
Selskapet produserer karbid tippede kuttere i over 20 år. En av de siste utviklingene i selskapet er et sett for produksjon av eurolining eller bare foring. Kittet består av to elementer. En kutter fordelen, og den andre gjør parringsdelen.
Settet kommer i to typer konfigurasjoner. Den første versjonen - med en skaft på 8 mm. Den andre - med en skaft på 12 mm. Dette ble gjort for å fungere både på fresemaskiner med lav effekt og på kraftigere maskiner - fresemaskiner. Designet brettes. Du kan løsne monteringsmøtrikken og fjerne komponentene, bytt ut lageret eller knivknivene. Kniver karbid, legering VK8. Brazed til akselen med messing. De er lett å skjerpe deg med et diamantverktøy på baksiden av kniven.

"Slaviske domstol"
Denne produsenten produserer alternativer for firkantede og fresemaskiner.
Selskapet "Slavic yard" leverer et bredt spekter av modeller. De er designet for produksjon av alle typer planker (for tømmer, clapboard, eurolining, amerikansk, blokkhus). Du kan velge typen for deg selv i et sett eller separat. Med utskiftbare eller napaynymi kniver.
Produksjonsprosess
Panelet er et godt behandlet, grovkantet brett, med en spor på den ene siden og en tunge / tunge for skjøten på den andre. Designet er ganske enkelt, så det er ikke mulig å lage det selv.
For dette vil du trenge:
- håndmølle eller maskin;
- sett med kuttere;
- brettene.
For produksjon av foring trenger strippet fugovannye boards. Slike emner kan fremstilles uavhengig eller kjøpes ferdige. Når du lager personlige emner, er det bedre å ta korte brett (opptil 2 m). De er enklere å administrere, og resultatet blir mer nøyaktig. Først må du trimme råbrettet på den ene siden, og måle ønsket størrelse fra en glatt kant. Den optimale bredden er 7 - 10 cm, selv om alt dette er etter masterens skjønn.
For å få samme tykkelse av fremtiden, må du tåle antall passerer gjennom møllen. Den resulterende forskjellen på noen få millimeter vil være visuelt umerkelig.
Etter å ha forberedt et tre på denne måten fortsetter vi til neste trinn. Det er nødvendig å kutte ut en torn og et spor langs omkretsen av brettet.
På maskinen skjer det i flere stadier.
- Den valgte fresen er installert på maskinen.
- Ved å senke eller heve bordet justeres dybden på sporet.
- Ved den angitte avstandssett linjalen. Under arbeidet er det nødvendig å sikre at arbeidsstykket passer godt til kanten, ellers vil størrelsen mislykkes.
For produksjon av foringshåndverksmølle krever et kalibrert brett. For å gjøre det på en manuell mølle vil ikke fungere, er overflaten gage kreves. Bredden på åsen skal være 4 - 6 mm. Den tynnere vil bryte av, og Klyimer vil ikke ta den tykkere. Det er laget ansiktsmølle. Deretter passerer innrammet overfra og fjern resten slik at det flate området er minst 5 mm. På den annen side fjernes en mindre avfasning. Det er også nødvendig å overvåke tykkelsen på materialet for å få et glatt produkt.


Driftstips
Arbeid med en ruter kan være traumatisk, så du må tydelig vite og følge bruksreglene for utstyret. Og så vil produksjonsprosessen ikke gi ubehagelige overraskelser, men det vil bli en glede.
Produsenter gir enkle tips for å forlenge kutterens levetid.
- Når du arbeider med tre, akkumuleres tjæreavsetninger, noe som fører til for tidlig slitasje. Derfor er det nødvendig å rengjøre instrumentet daglig fra plakk.
- Ikke begynn å jobbe med et stumt verktøy. Mangelen på sliping kan provosere forbrenningen av kanten og forekomsten av en uopprettelig feil på arbeidsflaten.
- Følg reglene for sletting. Ved bakken er det utført på forsiden av skjæreverktøyet med steinene CM1, CM2, med kornstørrelse på A25 eller A35. Skarpende kniver laget av karbidmaterialer gjør diamantkretser. Ikke glem å sørge for at det ikke er brennende kant.



Som du kan se, er produksjonsprosessen ikke spesielt vanskelig. Han er under makten til enhver interessert person. Ikke vær redd for å starte en ny bedrift, og resultatet vil ikke vare lenge.
Hvordan velge kvalitetskuttere og hva er forskjellene deres, se neste video.






















